| 2009年6月15日(月) |
| グレーザーのシャフト交換 |
高価なグレーザーの刃物をお持ちの方もおられると思います。昨日たなつる工房で話題になりましたが、たなつるさんは沢山のグレーザーのツールを持っておられます。相当な投資額だったものと思います。しかしガウジなど溝が残り少なくなって、終わりを迎えようとしている物もあります。たなつるさんによるとこのツールのハンドルは非常に使い易く気にいっているという。シャフトを交換出来ないのでどうしようか、困っているところだという。現物を見せて頂いたところ、シャフトを固定するようなネジは見当たらないので、エポキシ系接着剤でシャフトを固定していると推定。ガスバーナーで口金に相当するところをあぶれば、シャフトを引き抜くことが出来るはずと言った。しかし確信がないので、経験のあるトンプソン氏にメールで問い合わせた。返事は下記の通りです。
困ったことに黒いハンドルには、トンプソンのガウジを差せないというので、何か工夫が必要です。一回り細いサイズのガウジをブッシュを作って差せば良いと思う。もちろんブッシュは、径をぴったり合わせるため自作する必要があると思います。或いはハンドルの方のボアを拡大するとか色々やり方はあるでしょう。 |
1、赤いハンドル(10V/A11)から古い物を引き抜いてトンプソンのガウジに交換することが出来る。シャフトの径が合う。
2、黒いハンドル(15V)はシャフトの径が合わないので、トンプソンのガウジは差せない。
3、青のハンドルについてはやったことがないので分からない。
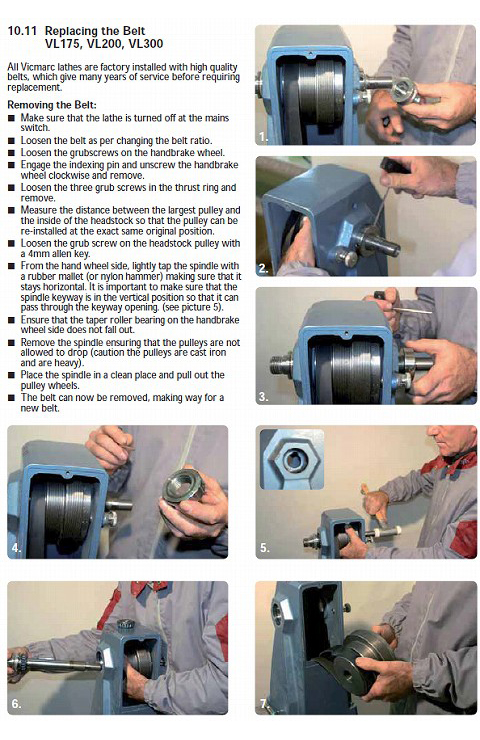
≪シャフトの交換方法≫
シャフトを上にして木の万力のような物で固定する。ハンドルの中に鉛粒が入っているので、下の方へ移動させる。ガスバーナーか電気式ヒートガンでハンドルの口金に相当する場所をエポキシが柔らかくなるまで熱っする。シャフトは火傷をしないように引き抜く。銀色のブッシュ(軸受筒)がハンドルの中に残っており、このブッシュの径にトンプソンのツールは合わせている。エポキシが温かいうちに、交換用のシャフトを挿入して、冷えてから瞬間接着剤を数滴たらす。これで十分にシャフトを固定することが出来る。あるいはエポキシを掃除して、新しいエポキシを使っても良い。
|
 |
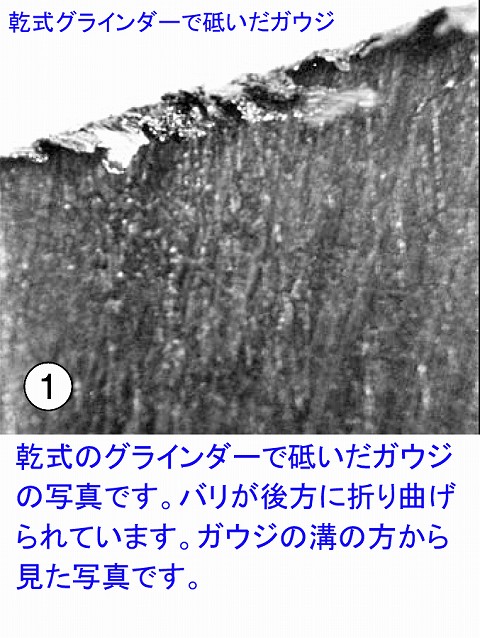
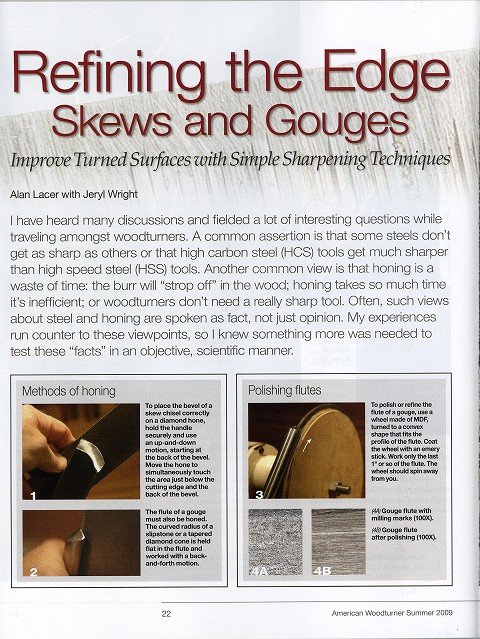
| 上の写真で溝の下を砥いでいるのは、ガウジのシャープニング治具に取り付ける為です。溝が柄の近くまで切っていないのは、ツールの振動を抑えるためです。 |
|
|
| 2009年6月14日(日)PartⅡ |
| 夢工房経由たなつる工房 |
| 色々面白い物がありましたが、まずは頂いてきたヒノキの枝です。ぐい飲みには太すぎますが、たなつるさんによると真ん中の赤身のところだけ使えば良いという。底に芯が来る木取りになるが、枝の芯は割れないという。同期会の10人分のぐい飲みを、21日の飲み会までに作らなければならない。 |
 |
| Tormekのグラインダーの回転数をストップウォッチを持っていき測定した。関東なので電源の周波数は50Hzです。60Hzで90RPMという規格なので、50Hzだと75RPMぐらいになるはずです。実測した結果は75RPMでした。Tormekは規格通りの回転数になっているようだが、小生手持ちのGrizzlyは96RPMでしたので、やはり規格と違う回転数になっている。意図的なのか、製造のバラツキなのか?良くわからない。Grizzlyにメールして聞くほどのことでもないので、このまま使うことにする。このあたりGrizzlyはアバウトになっているようです。三重県では60Hzなので、回転数は115RPMぐらいになっているはずです。 |
 |
|
|
| 2009年6月14日(日) |
| ボウルの製作 |
| 井上式のボウルの挽き方をやってみました。井上先生は底のつかみしろの方は普通にガウジで挽きますが、上側は船底の形をした自作のスクライパーを使っておられます。これを斜めに入れて、中心部分をくり抜きます。ガウジを使った場合中心部分は、削りにくいのですが、この方法では中心は削らないので、早く出来そうです。これをやるには特殊な形のスクライパーが必要になりますが、作るのが大変なので、穴掘り用のツールを使いました。穴掘り用のツールなので、ツールレストから飛び出しが長くなっても問題なく削っていけます。井上先生がやっていたように中心部分はポッキと折って取ることが出来ました。しかしこの方法はあまり感心しません。ガウジでやれば、同じツールで最後まで仕上げることが出来ます。ツールを持ち換えるのは面倒です。このやり方は採用しないことにします。またCi1を使った方がもっと早く出来ると思います。テックさんスペシャルツールは数本残っているので、欲しい方はメールを下さい。なおガウジで全部やる場合は中心部分をドリルで穴あけしておくと早く挽けます。もちろんドリルに柄を付けた物を準備しておきます。 |
 |
 |
|
|
| 2009年6月13日(土)PartⅡ |
| お皿の製作 |
厚みが3cmぐらいの薄い板があったので、お皿を挽いてみました。まずチャックのつかみしろを作りたいのですが、ワークの固定の方法をどうするか?ドライブセンターを使うとこの様な平らな板はどうしても傾いてしまいます。傾かないように片面は少なくとも平らで大きな面を持っている、治具が必要です。小生が多用しているのは真空チャックです。真空チャックと言っても真空ポンプで引きません。真空チャックに付いているゴムでモーターの駆動力を伝えます。コンパスで引いた円の中心をテイルセンターで押します。それを真空チャックの面で受け止めて回します。この状態でチャックのつかみしろを作ります。つかみしろが出来たらチャックでくわえてお皿の上を挽いて、最後はやっぱり真空チャックを使って、チャックの爪の後を仕上げます。井上先生の底の厚みを感じる挽き方をやってみました。上手くいきます。もう底に穴をあけることはなくなるでしょう。
明日は朝から夢工房経由たなつる工房に行きます。たなつるさんでは小生が取り付けたインバーターのリレーを交換します。例の接触不良のリレーを高信頼の物に換える訳です。ぐい飲み用のひのきが欲しいのですが、、、 |
 |
 |
|
|
| 2009年6月13日(土) |
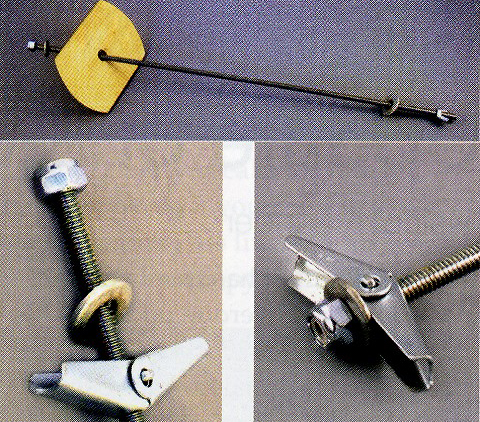
| ボトルストッパーの製作 |
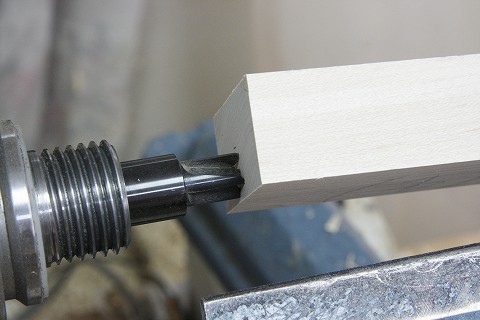
| 主軸に直接取り付けることが出来る、スクリューチャックを注文してありましたが、到着したので試してみました。主軸のネジは1"x8TPIですので、1
1/4"x8TPIのVL300には取り付けることが出来ません。そこで手持ちのスピンドルアダプターを使って取り付けました。サブ機のスチールシティの旋盤だと直接取り付けることが出来ます。材料にはボール盤で穴をあけ、タップでネジを切ります。このネジとボトルストッパーの金具のネジが同じですので、挽き終わった後、金具をねじ込むことが出来ます。材料を取り付けて4個挽きました。材料の固定に関しては全く問題がありません。金具が4個しかなかったので、これで終わりです。ボトルストッパーは非常に早く挽く環境が出来ました。 |
 |
 |
|
|
| 2009年6月12日(金)PartⅡ |
| 父の日 |
| 日本の父の日は6月21日(日)です。国によってはもちろん父の日は別の日になります。アメリカ、カナダ、イギリスも今年は6月21日です。アメリカの販売店はこの日にからめてセールを展開しています。クラフトサプライはすべての本とDVDを15%引きにするという。6月16日までだそうです。ジミークルーのDVD3枚組と本を2冊ぐらい買うつもりです。 |
 |
 |
|
|
| 2009年6月12日(金) |
| Grizzly湿式グラインダーの改良(PartⅡ) |
| ホーニング用のレザーホイールは、Tormekの場合延長ホイールを取り付けることが出来、それ用のオプションが用意されています。回転軸の直径がGrizzlyの場合細い様で、このTormekのオプションを取り付けることが出来ません。それなら金もかからないことだし、自作することにしました。まずMDF材でガウジの溝のホーニングが出来るよう山をガウジで作りました。グラインダーへの取り付けですが、軸は8mmのネジが切ってあるので、長い6角のナットを使いました。回転面が軸に直角になるようナットの両側は、ディスクサンダーで平らにしました。このナットで既存の平らなホーニングホイールを固定します。反対側のネジにボルトで、ガウジ用のホーニングホイールを取り付けました。回転面はぶれずに取り付けることが出来ました。ガウジのシャープニングの治具は、Tormekの物をクラフトサプライに注文しましたが、本日アメリカから出荷されたので到着待ちです。 |
 |
 |
|
|
| 2009年6月11日(木)PartⅡ |
| 木工旋盤のメンテナンス |
| Vicmarcの新しい旋盤は、詳細なマニュアルがメーカーから出ましたが他の旋盤はどうか?Onewayの場合は公開しているマニュアルは、32ページのもので、Vicmarc程詳細ではありませんが、これでメンテナンスは出来ると思います。JWAの会長さんは旋盤のメンテナンス、修理についてJWAとして出来るだけ情報を提供したいと考えておられるようで、Vicmarcの新しいマニュアルの和訳をしてくれと頼まれてしまった。新しいマニュアルが出たと言わなければ、こんなことも頼まれなかったのですが、熱心に頼まれたので、渋々お受けしました。そもそも家電品のようにメーカー、販売店がすべて面倒を見てくれれば良いのですが、海外製であるのでメーカーに期待するのは難しい。販売店が責任を持って、対応してくれると良いのですが、木工旋盤では現状はそのようになっていない。小生のVL300はアメリカのクラフトサプライから買ったので、故障した時必要になる保守部品は、クラフトサプライに問い合わせるつもりです。クラフトサプライの旋盤の担当者はMr.Roger
Durstという人がやっていますが、対応が良いというので評判です。ベルトが切れたと言ったら、翌日に届いていたという。但しこれはアメリカでの話です。日本からメールをしても、ベルトが届くのは10日間はかかるでしょう。ベルトとかベアリングを在庫しておき、壊れたら自分で交換出来れば、枕を高くして眠ることが出来ます。VicmarcのVL175、VL200、VL300用のベアリングは5組買いましたが、他の旋盤の物はありません。自分の旋盤のベルト、ベアリングを国内で買えるかどうか調べておくと良いでしょう。 |
 |
|
|
| 2009年6月11日(木) |
| Grizzlyの湿式グラインダーの改良 |
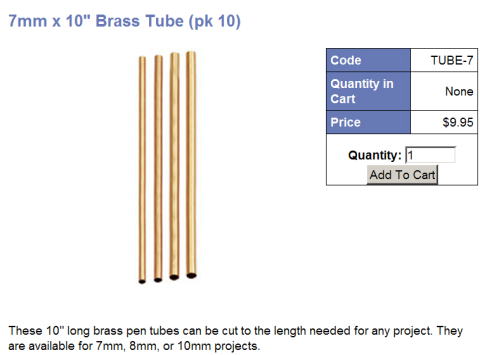
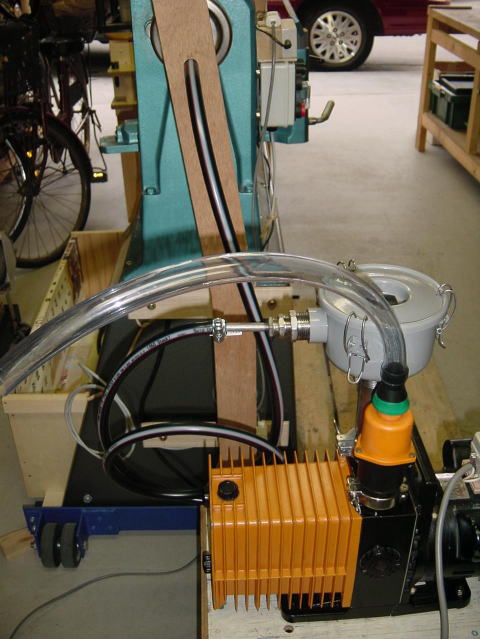
| アメリカの電源電圧は60Hz、120Vです。従って関東の50Hzの地域で、アメリカ仕様の電動工具を使うと、色々な問題が出ます。オフコーポレーションのバンドソーではモーターが発火するおそれがあるので、交換してくれと50Hz対応のモーターが送られて来たことがあります。誘導モーターを使っていると、60Hzで設計された回転数より低くなり設計性能が出ないことがあります。今回のGrizzlyのグラインダーは単相誘導モーターを使っているので、回転数が低くなります。60Hzで1725RPMなので、50Hzで使うと1437RPMに回転が落ちてしまいます。砥石の回転数は90RPMというので念の為実測してみました。意外や意外96RPMになっています。60Hzで90RPMなら50Hzで75RPMぐらいでないとおかしい。このグラインダーを60Hzで使うと115RPMぐらいなってしまい、公表している90RPMより高くなってしまいます。いずれにせよ60Hzで使った時と同じ回転数にすべく、モーターのシャフトに真鍮のパイプをかぶせ、太くしました。モーターのシャフトがゴムのホイールを直接回すようになっているので、モーターのシャフトを太くすれば砥石の回転数は上がります。モーターのシャフトは10mmなのでこれを12mmになるようターニングで真鍮のパイプを加工しました。その結果砥石の回転数は118RPMになりました。この状態でシャープニングをしていますが、特に問題はありません。シャープニングに時間がかかるグラインダーなので回転数は高い方が良いでしょう。Tormekはところでどうなっているのでしょうか?13日に夢工房に行くので、実測してみます。 |
 |
 |
 |
|
|
| 2009年6月10日(水) |
| 大山こま |
| 大山こまを製造、販売されている方がJWAのメンバーになられました。大山阿夫利神社の参道にこの方のお店はあります。神奈川県伊勢原市です。テレビなどでも紹介されている有名店で、お店の名前は金子屋です。大山阿夫利神社は大山参りで参拝する神社です。大山こまの由来については、太字の文字をクリックして頂くと見ることが出来ます。大山こまは惟高親王の技術を引き継いで、大山参りのお土産として生まれ、育った物だと思います。一方アメリカではこまと言えばボニー・クラインです。本も出ていますが、大山こまと比べると、当然ですが大きくデザインが異なります。アメリカの物は、チャッタリングとかテクスチャリングを良く使います。親戚の子供用に一つ作ってみるつもりです。それより大山参りに行って、買ってくるのが一番早いか? |
 |
 |
|
|
| 2009年6月9日(火) |
| Grizzlyのグラインダー到着 |
| 2月に注文したGrizzlyのグラインダーが3か月遅れで到着しました。早速箱を開けて組み立て使ってみました。Tormekは使ったことはありませんが、Knottyさんのサイトで書かれている通り、Grizzlyのグラインダーは何の問題もありません。Tormekとの違いは値段が安いということだけです。ハサミ、包丁、スキュー、平ノミ、自動カンナのブレードなど砥いでみましたが、期待通り上手く出来ました。Grizzlyの問題は、日本のクレジットカードが使えないので日本から注文できないことです。小生の場合、アメリカにいる知り合いに買ってもらいましたので、問題がありませんでした。アメリカに知り合いが居ない人はどうするか?国内では滋賀ナイスさんがこのグリズリーのグラインダーを売っています。トルメックを買おうとすると、いくら払わなければならないのか?滋賀ナイスさんではアクセサリーキット#2付きを、33,800円で売っているのでこれがお勧めです。他に必要なアクセサリーがあればトルメックの物を買う。トルメックのアクセサリーはWoodCraft、クラフトサプライなどアメリカの主要な販売店ならどこでも扱っています。Grizzlyのグラインダーの使用結果は、写真をクリックして頂くと見ることが出来ます。 |
 |
|
|
| 2009年6月8日(月) |
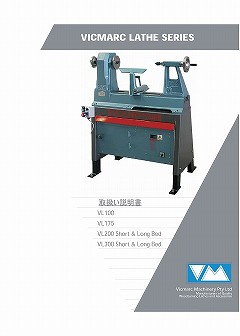
| Vicmarcの新型旋盤のマニュアル |
| Vicmarcの旋盤は新型になっていますが、それに伴いマニュアルも新しくなっています。この新しいマニュアルはVicmarcのサイトからPDFファイルでダウンロードすることが出来ます。VL100からVL300まですべての旋盤について出ており、全部で56ページです。このマニュアルの良いところは、カラー写真を沢山使って、ベルトの交換方法やテイルストックの分解方法などを説明しています。写真が鮮明なので、英語を読まなくても或る程度理解出来ます。Vicmarcの旋盤をお持ちの方は、ダウンロードされると良いでしょう。旋盤の機械的な部分は、旧型も新型も似たようなものだと思いますので役に立つでしょう。 |
 |
|
|
| 2009年6月7日(日) |
| フェースプレート |
| 材料を旋盤に取り付ける方法は色々ありますが、小生はフェースプレートを良く使っています。もちろん4爪のチャックを使うことが一番多いわけですが、つかみしろを作った後の話です。つかみしろを作る前はフェースプレートを使ったり、ビツインセンターで挽いてつかみしろを作ります。このフェースプレートを買ってくれと頼まれますが、少し困る時があります。それは旋盤の主軸がM30x3.5の場合、アメリカのクラフトサプライなどの販売店がこのサイズのフェースプレートを扱っていないからです。アメリカの標準の主軸サイズは、1"x8TPI、1
1/4"x8TPI、M33x3.5の3つです。これらのいずれかであれば、豊富に品揃えがあるアメリカの販売店で買えますが、欧州とオーストラリアの標準のM30x3.5は、アメリカでは売っていません。オーストラリアにあるVermecはもちろんこのM30x3.5の自社開発のフェースプレートを販売しています。下の写真の1枚目がそれでM30x3.5のものです。フェースプレートは主軸に固定するネジの部分と分かれる2ピース構造です。直径の違うフェースプレートを何種類か買っておけば、大きさの違う材料に対応出来ます。最近買った物を手にとって見ると見事な仕上げで、見ているだけで欲しくなります。アメリカ標準のサイズであれば、2枚目、3枚目の写真のような色々なフェースプレートを買うことが出来ます。アメリカでもVermecと同じ方式の物が売られています。アルミのフェースプレートは、強度的に少し心配があり、大きなワークを固定するのはやめた方が良いでしょう。鉄の物は値段が高い物が多いのですが、廉価な物も売られています。しかしあまりにも安い物は芯が出ていないなど、問題があります。精度が問題なくスチールの物だと$11.5ぐらいが一番安い物です。 |
 |
 |
 |
|
|
| 2009年6月6日(土)PartⅡ |
| スリーポイントステディ |
| スリーポイントステディはベアリングの入っていない車輪を使っていましたが、少し強く押し付けると、車輪の軸が摩擦熱で燃えて煙が出ました。ある程度圧力を加えないと、スリーポイントステディの役目を果たしません。そこでローラーベアリング入りの車輪を購入しました。直径は5cmですが、これ以上小さいのは、探しましたが、見つかりませんでした。1個361円です。早速取り付けて試してみました。ベアリングが付いているので、回転がスムーズです。これは交換しただけのことはありました。成功です。 |
 |
 |
|
|
| 2009年6月6日(土) |
| カリンの瘤材のボックス |
| ボトルストッパーをこの瘤材で作りましたが、今回はボックスを作ってみました。材料が良いとなぜか奇麗に見えます。失敗するともったいないので、注意して挽いた結果無事に完了。しかしバフをかけている最中に落としてしまい、蓋にヒビが入ってしまいました。瞬間接着剤で無事修理が出来て完成です。 |
 |
 |
|
|
| 2009年6月5日(金)PartⅡ |
| VL200/300のベアリング |
| 5月に夢工房に行った時VL300のベアリングが壊れたので、交換したと言っていた。主軸をハンマーで強く叩いた人がいるのではないか???かなりひどくベアリングのローラーが壊れていたという。夢工房では予備のベアリングを持っていたので、すぐに修理が出来たそうだが、夢工房にはVL200とVL300が5台ぐらいある。ベアリングの予備を買いたいというので、インターネットで探してみた。このベアリングは内径が1
1/4インチのインチ規格の物です。ローラーの付いた内側のコーン部(LM67048)と外側のカップ(/LM67010)と呼ばれるケース部の型番が別になっていますので注意が必要です。国内では在庫を持っているところがほとんどありません。あっても値段が1組1万円以上と高い。海外を探すと沢山あります。日本へ発送してくれる販売店を探した結果、イギリスの販売店から5組購入した。1組1,260円ですが、送料を入れると2,500円ぐらいになりました。日本の木工旋盤の平均使用年数は何年なのでしょうか?アメリカではベルトが切れた、ベヤリングの交換の方法を教えてくれという、掲示板への書き込みが結構あります。日本でもこのあたりを心配しなくてはいけない時期がいずれ来るでしょう。 |
 |
|
|
| 2009年6月5日(金) |
| スプーンの製作 |
| 久しぶりにスプーンを作ってみました。材料の木を中心で支えず1/4のところで支えます。スプーンのボウル部分を挽くためにこの様にします。スピンドルガウジで丸くして柄とボウル部を挽きました。ボウル部分のくりぬきは、ドリルで途中まで穴をあけて、その上からグラインディングドリルで削っていきます。電子彫刻刀よりこの方が早く出来ます。スプーンの固定はツールレストにカービングスタンドを取り付け、それにチャックを固定します。スプーンに傷が付かないようゴムのクッションを使いました。この簡易カービングスタンドは角度を調整出来ませんが、便利に使えます。 |
 |
 |
 |
 |
|
|
| 2009年6月4日(木) |
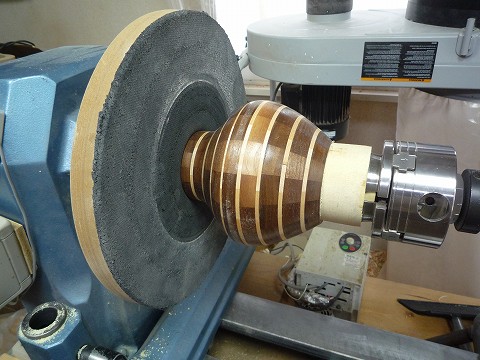
| ボウルの粗挽き |
樫の丸太の粗挽きをしました。丸太のまま保管していましたが、4本の丸太の内1本はカビが出ていました。切ってから3か月ぐらいの丸太です。完全な生木よりは、水分が少なく挽いている最中に水が飛び散りません。在庫のこの樫の木は沢山あるので、せっせと粗挽きをします。5/8インチのボウルガウジで粗挽きをやっています。Ci1はあまり好きではないので、使っていません。須田プロほど早く挽けないが、そこそこの速さで完了。ゴミ袋が6袋出来た。
現在コンパクトデジカメとプリンターを修理に出しています。デジカメは埃の多い工房で使うので、内部にゴミが入って黒い点として写ってしまいます。今回で2回目ですが、センサーのクリーニング中です。従って今日から写真は一眼レフで撮ります。 |
 |
 |
|
|
| 2009年6月3日(水) |
| Skewchi Gouge(スキューチ・ガウジ)PartⅡ |
| そのSkewchiGougeを作ってみました。オフで売っている630円のHSSの丸棒を使いました。刃先をグラインダーで作るのに少し時間がかかりましたが、問題なく完成させることが出来ました。使ってみた結果は、あまり感激しませんでした。詳細は写真をクリックして下さい。 |
 |
|
|
| 2009年6月2日(火) |
| Skewchi Gouge(スキューチ・ガウジ) |
| Skewchi GougeというツールがPackerdとかWoodCraftで販売されています。英国のアラン・ビーチャムさんという人が、考え出したものでCrown
Tools製です。溝のないスピンドルガウジと一言で言い表すことが出来ます。メーカーの宣伝文句はガウジとスキューの両方のカットを1本のSkewchi
Gougeで出来るというものです。どの様なものか調べましたので、ご紹介します。詳細は下の写真をクリックして下さい。 |
 |
 |
|
|
| 2009年6月1日(月) |
| 井上式シャープニング |
| グラインダーのインバータは誤配線で壊してしまったので、新しい物に交換した。ついでに砥石を交換して井上式のシャープニングを試してみた。西洋木工ロクロのDVDの中で詳細は説明されていますが、井上式の特徴は、グラインダーの砥石が自転車のタイヤのように丸くなっており、この曲面を使ってガウジのシャープニングをやります。普通の平らな砥石の面を使って、フリーハンドでシャープニングするより、人によっては違うかも知れませんが、小生には井上式の方がやり易い。特にボッシュの穴掘りツールのように先が細い物は、この方法でやると非常に上手くゆきます。ボッシュのツールの刃は、メーカーでは取り外して、専用治具に取り付けてシャープニングするとなっていますが、刃は接着剤で取り付けているので、脱着は非常にめんどうです。シャフトに取り付けたまま、きれいにシャープニング出来ました。小生のグラインダーはインバーターコントロールなので、刃先が細い物は、回転数を落としてやると発熱を抑えることが出来ます。普通のガウジのシャープニングの様子は下の写真をクリックすると、YouTubeで見ることが出来ます。小生の工房には、数えてみるとガウジが10本以上ありました。この井上式で全部シャープニングをしてみました。治具を使う場合より、明らかに時間を短縮出来ます。10本以上やるとかなり上手になりました。今後はこの方法でシャープニングをやります。ベベル角がずれたりすると、見本と同じ角度に治具を使って修正するつもりです。 |
 |
|
|