| 2009年9月15日(火) |
| スプーンの製作 |
| 知り合いの人からスプーンの製作を頼まれたので、とりあえずやってみた。今回はウッドターニングを使わない作り方です。まず曲線切りにはラグナのバンドソーは使えないので、以前購入したドイツ製の6インチのバンドソーを使うことにした。しかし調整が出来ていないので、このバンドソーの調整から始めました。まずテーブルがブレードに対して直角になっていない。定規を当てるとテーブル自体が凸面になっており、周辺部では定規との間に隙間が出ます。しかしブレードの近くでは水平が出ているので、とりあえずこのまま使うことにしました。上下のホイールのアライメントもやりました。しかしテーブルをロックするノブがしっかり締まりません。テーブルの上に材料を置いて切り始めると、テーブルがぐらつきます。仕方がないので、木のつっかい棒でテーブルを押さえる様にしました。スプーンは鉛筆で墨を入れてバンドソーで切り出し、スピンドルサンダーで修正します。形が出来たところで、ボウル部を丸ノミで彫っていきます。彫り終わったら、スピンドルサンダーで滑らかにした後、手作業でサンドペーパーをかけて終了です。丸ノミで掘るのは手間がかかるので、タングステン・カーバイド・バードリルを購入しました。6mmの軸径なので、トリマーに付けて使います。これが到着したら沢山スプーンを作る予定です。 |
 |
 |
 |
 |
 |
|
|
| 2009年9月14日(月) |
| フラッグパターンの寄木の壺(PartⅣ) |
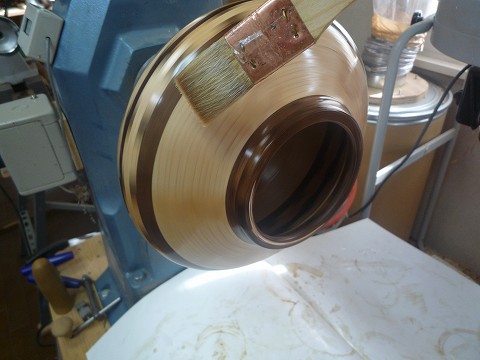
| 壺を完成させました。手順は以前の壺と同じです。接着面に隙間が出来ているところは木の粉を擦り込んで瞬間接着剤をつけました。底の仕上げに真空チャックを使いましたが、不安定なので、芯押し台を使いへその部分は手作業で仕上げました。直径28cm、高さ22cmです。 |
 |
 |
 |
 |
 |
|
|
| 2009年9月13日(日) |
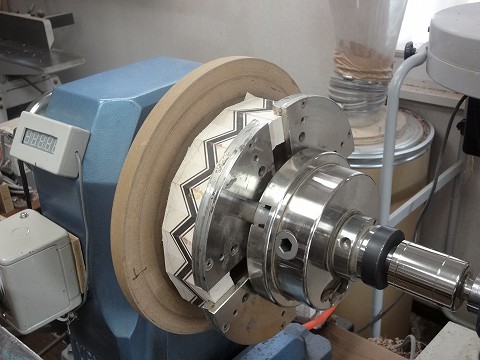
| フラッグパターンの寄木の壺(PartⅢ) |
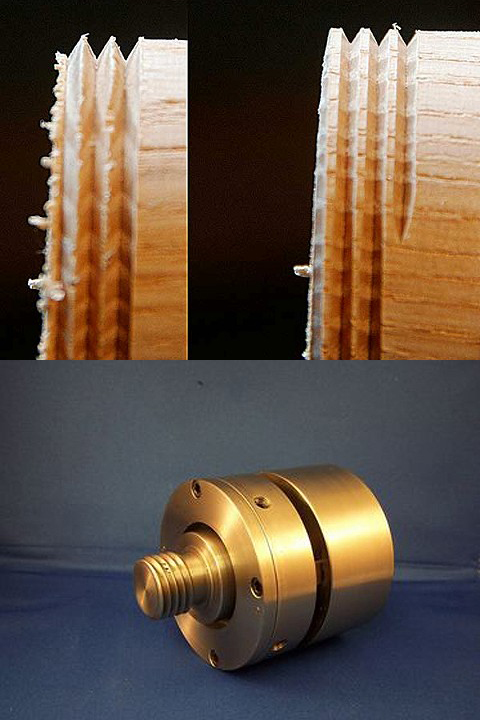
| 寄木のリングを積み重ねていきます。その前にリングの片面だけをディスクサンダーで平らにします。直径が大きくなるとディスクサンダーが使えなくなるので、旋盤に30cmのサンドペーパーを取り付けて、リングの片面を平らにします。平らな面にタイトボンドを付けて、テイルストックで押します。接着剤が固まったところで反対側をガウジとスキューで平らにして、次のリングを貼り合わせてゆきます。同じことの繰り返しです。薄いリングはパーティングツールでカットして別の層に使います。半分ぐらい出来たところで外側の形を決めます。その後内側も挽いていきます。上の方のリングを重ねた後だと挽きにくくなるので、奇麗に仕上げサンドペーパーもかけます。まだ完成させることが出来ません。上の層は明日になります。 |
 |
 |
 |
 |
 |
|
|
| 2009年9月12日(土)PartⅡ |
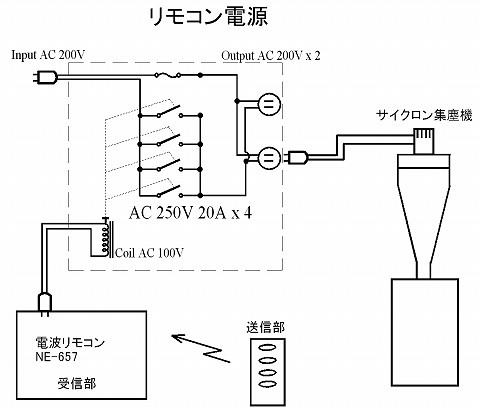
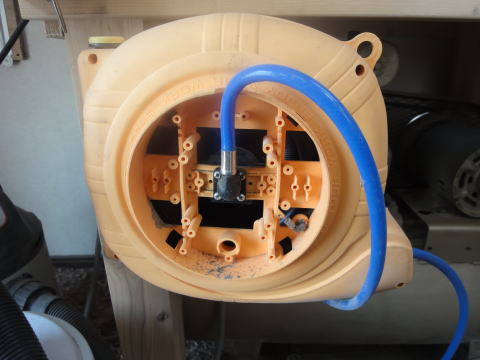
| Oneidaサイクロン |
| オフからOneidaのサイクロンが送られてきました。バケツが2個付いています。早速組み立ててみました。組み立てと言ってもサイクロン部をゴミ箱の蓋に6本のボルトで固定するだけです。業務用の掃除機を取り付けて、バンドソーにホースを取り付けました。半透明なので吸い込まれているゴミが外から見えます。またバケツも半透明なので溜まったゴミが外から見えるので便利です。このサイクロンは良く出来ていて良いのですが、問題は価格がちょっと高いことです。自作出来る人は作ってみるのも良いと思います。今までは業務用の掃除機をバンドソーに直結で使っていましたが、すぐに切り屑で掃除機が詰まってしまっていました。これで吸引力は持続します。 |
 |
 |
|
|
| 2009年9月12日(土) |
| フラッグパターンの寄木の壺(PartⅡ) |
| フィーチャーリングが出来たのでその他のリングを作っていきます。ブラックチェリーとブラックウォルナットを使ってコントラストを付けます。手押しカンナと自動カンナで直角、平行面を出した角材を、16分割と32分割の角度で切り出します。角材の平面が出ていないと、スライド丸のこのの角度を正確に合わせても、切り出した台形に隙間が出てしまいます。手押しカンナの刃の高さを調整した後は、この隙間が出なくなりました。32分割のところも問題なく切り出せました。接着は一気に行います。養生シートを敷いて、接着剤が作業台に着かないようにします。接着剤はタイトボンドオリジナルです。タイトボンドⅢなどよりも乾燥時間が短いのこれを使っています。また値段も安く好都合です。リングの接着が終わったので、次は旋盤の上でリングを積み重ねていきます。 |
 |
 |
 |
|
|
| 2009年9月11日(金) |
| フラッグパターンの寄木の壺 |
| 新しいデザインの寄木の壺の製作に入りました。今回は新しい形の壺を作ることにしました。直径30cmと少し大きめの物になります。三角形の旗の部分の白い木はハードメイプル、黒い木はブラックウォルナット、その他の部分はブラックチェリーです。まず旗のところのフィーチャーリングの部分を先に作ります。ディスクサンダーなどを使用して、加工してゆきます。6回接着を繰り返して完成です。スライド丸のこで16分割にカットして出来上がりです。 |
 |
 |
 |
 |
 |
|
|
| 2009年9月10日(木) |
| ステンレスホースバンド |
| 寄木のリングを締めつけるホースバンドは希望の直径の物がなかなか売っていません。また最大径から最小径の幅が狭く直径が少し違うとつかえなくなったりします。また値段が高いのも問題です。そこで良いものが売っていないかYahooのオークションをのぞくと、希望の直径の物を自由に作れるキットが売られていた。バンドの長さは3メートルありネジの金具が8個付属して1,450円です。直径30cmぐらいの物を3個ぐらい作れる長さです。しかもネジのスロットがバンドの全面に切られているので、直径が小さくなっても使えます。大は小を兼ねるです。ネジの金具にバンドを取り付け、製作中の寄木のリングを締めつけてみました。問題なく上手く締まります。これで直径の大きい作品も問題なく作れるようになります。追加で購入する予定です。 |
 |
 |
|
|
| 2009年9月9日(水) |
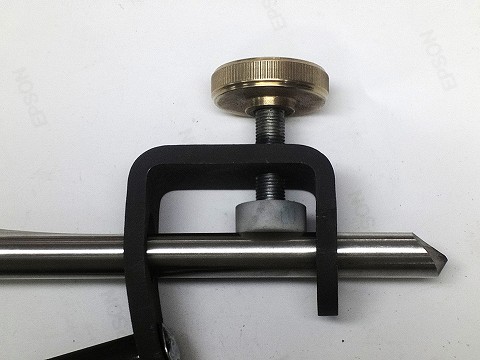
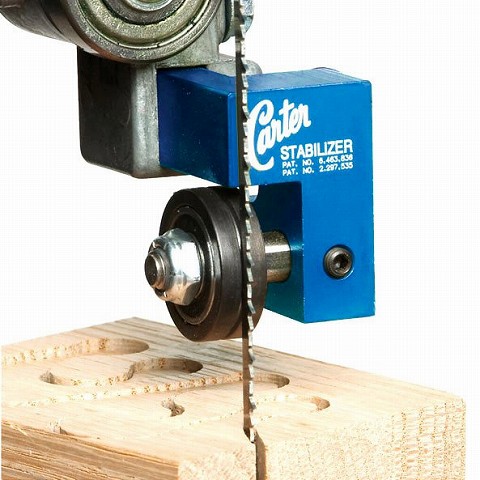
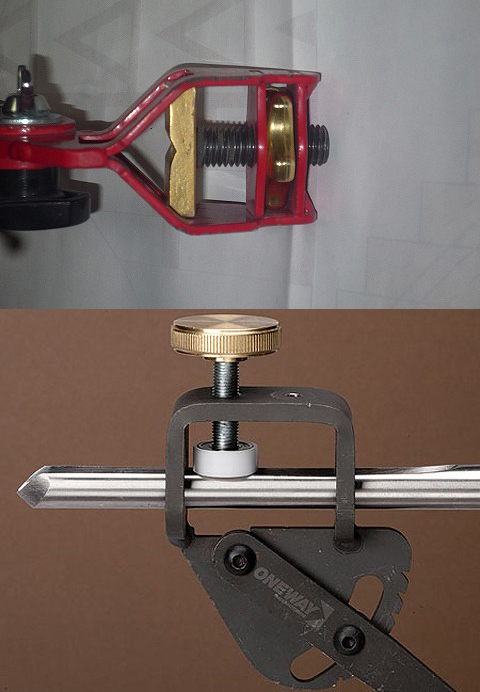
| シャープニング治具 |
| ガウジのシャープニングはWoodcutの物を使っています。Onewayの物が良く使われていますが、砥石面から横に外れた時にグラインダーに巻き込まれると言う事故例が報告されています。そこでメーカーは現在販売している物については、下側のベースキットに巻き込み防止のストッパーを付けています。小生のベースキットは古いのでこのストッパーが付いていません。そこで巻き込みがない赤色のWoodcutの物を使っているわけです。問題はガウジをロックするノブがかたくてしっかりロックするには、かなり大変です。締め付けが緩いとガウジが動いてしまうので、しっかり締めますが、緩めるのも大変です。かなり握力が必要です。毎回この締めつけに時間がかかるので、Onewayの新しい治具を買う予定です。Onewayの物はガウジを押さえる部分にボールベアリングを使っており締めつけが楽に出来ると言う。下の写真の白い部分はナイロンキャップでこの中にベアリングが入っています。また新製品ではガウジが砥石面から外れないように、軸を中心に回転させる様にした製品もあります。値段は少し高いがこれを購入する予定です。 |
 |
|
|
| 2009年9月8日(火) |
| 寄木の壺(PartⅢ) |
| 寄木の壺を完成させました。フィーチャーリングの接着で失敗をしてしまいました。32分割で接着すべきところを、2つを直角で接着した後、16分割にした為、三角形の大きさが違ってしまいました。良く考えずにやった結果の失敗です。見た感じそれ程ひどいものではないので、このまま完成させます。壺の内側を挽いていた時、キャッチングをさせてしまいました。早く削るために刃を深く入れ過ぎた為です。幸いチャックから飛ぶこともなく、壁の厚みがまだある時だったので、修正がききました。ウレタンを塗って完成です。これから寄木の作品を更に作っていきます。毎回作ったものには何処か欠点があり、完全なものは何時になったら作れるのか分かりません。沢山作れば上手くなると思います。 |
 |
 |
 |
 |
 |
|
|
| 2009年9月7日(月) |
| グラインダー |
| 乾式のグラインダーは直径15cmの物がありましたが、使いにくいのでバフ用の20cmの物をグラインダーとして復活させることにしました。砥石は売り払ってしまい、1個しか残っていません。ノリタケのWA砥石(ピンク)80グリッドをMonotaroで購入しました。国内で売っている安価なWA砥石は焼けが少なくお勧めですが、工業用のグラインダー用なので、取り付けの穴径が大きい。デルタのグラインダーは15.9mmの軸径ですが、購入した砥石の穴径は25.4mmです。スペーサーをグラインダーで挽きました。穴はインチ規格のドリルであけて、外形の調整はサンドペーパーで微調整します。きつめに作ってガタが出ないようにします。一応納得できるものが出来ました。手持ちのGC砥石も取り付け完成です。80グリッドと180グリッドが付いています。ドレッシングした後シャープニングしてみましたが、上手く出来ます。Grizzlyのグラインダーはカンナの刃の砥ぎ専用になりそうです。 |
 |
 |
 |
|
|
| 2009年9月6日(日) |
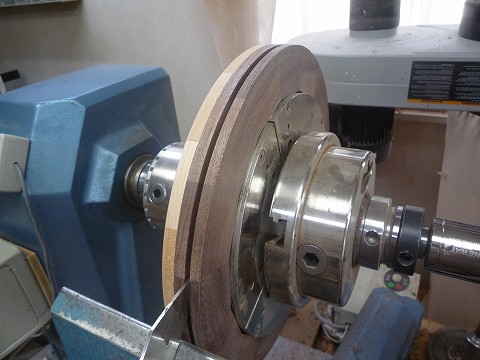
| NOVA 1624-44 |
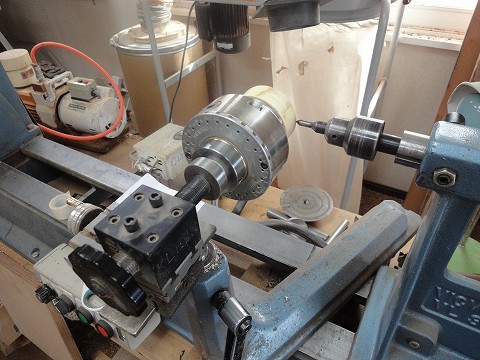
| NOVAの1624-44という木工旋盤を紹介します。下の写真は東北地方で今回この旋盤を購入された方から送って頂いたものです。延長ベッドを取り付けるので、台は付属の物を使わず自作されました。この方はプロの木工家で家具を作っておられるので、椅子の座面などを挽くのに大きな円盤に材料を取り付けて回す必要がある。旋盤のヘッドを回転させることが出来ることが、購入の決め手になったようです。写真の様に90度回転させるだけでなく、30度ぐらい回転させると、旋盤のベッドの上に体を傾けて挽く必要がないので、非常に便利です。回転速度の切り替えは、ベルトの8段の張替で行います。60Hz地区では215-3600RPM、50Hz地区では178ー3000RPMの回転数になります。インバーターを使うと0-3000RPMぐらいの速度を連続で、つまみ一つで可変することが出来ます。しかし低速ではインバーターの特性から、トルクが非常に弱くなるという問題があります。つまり200RPMぐらいで芯の出ていない大きな物を挽いた時に、旋盤が止まってしまうのです。従ってインバーター式の旋盤でも3段ぐらいのプーリーが付いています。インバータの付いていないモデルの場合は、モーターは常に50Hz或いは60Hzの定格で回っており、回転速度はプーリーで落とされています。つまりトルクはプーリーの比率だけ、何倍にも増幅されています。低速のラフィングで回転が止まるようなことはありません。 |
 |
 |
低速トルクが強いのは分かったが、やっぱりベルトの張替は面倒だと言う人が居ると思います。しかしこの旋盤の場合モーターと主軸が非常に近く配置されており、ベルトが短い、モーターのロックを緩めて、ベルトをずらせるだけで簡単に張替ることが出来ます。ベルトが長いと両側に手をやってベルトをずらす必要があるので、時間がかかるが、このモデルの場合は、非常に早くベルトの張替を出来ます。滋賀ナイスさんで17.5万円で売っています。 |
| Woodworking誌でベストバリューに選ばれており良い旋盤だと思います。 |
 |
|
|
| 2009年9月5日(土) |
| 寄木の壺(PartⅡ) |
| フィーチャーリングが出来たので、その他のリングを作ります。手押しカンナの調整で精度よく直角の角材を作れるようになったので、スライド丸のこで切る台形のブロックの精度も良くなったように思われます。16分割なので11.25度で切り出しますが、スライド丸のこのレーザーを11.25度に合わせて切ると、一発で完全な円が出来ました。今までは角度の設定に誤差があると思っていましたが、角材が反っていたりすると、角度が正確に切れないようです。リングに隙間が出来ないのは気持ちがいいものです。チャックに底板を取り付けて、リングを重ねていきます。真ん中まで来たところで、次に重ねるリングの直径が小さ過ぎることが分かったので、いったん中断。リングを追加で作ります。今回は19段重ねとちょっと多くなります。 |
 |
 |
 |
 |
 |
|
|
| 2009年9月4日(金) |
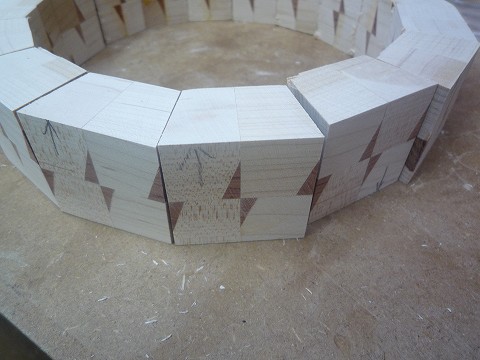
| 寄木の壺 |
| またまた寄木の壺の製作に入りました。今回は下の写真のような三角形が上下に入っているリングデザインを選択しました。初めて作るパターンなので、作り方が分かりません。本とかDVDに出ているパターンではないので、作り方は自分で考えました。正方形の木の1辺を斜めにカット、そこに同じ角度でカットした三角形の木を貼り付けました。四角い木を貼り付けてディスクダンダーで修正しても良いと思います。32分割で上下あるので、64個+予備を作ります。数は多いのですが、同じことの繰り返しなので、それ程時間がかかりません。64個+αが出来たら上下のブロックを貼り合わせます。もちろんディスクサンダーで接着面を平らにします。これで32個のブロックができます。この後2つずつペアにして接着して4個一体のブロックを作ります。出来上がった16個のブロックを11.25度の角度でカットしてリング状に接着します。これでフィーチャーリングの完成です。 |
 |
 |
 |
 |
 |
|
|
| 2009年9月3日(木) |
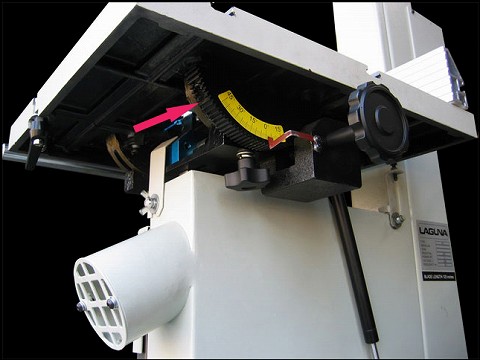
| ラグナのバンドソー |
| リブロスデルムンドから9月特別セールのメールが来ました。バンドソー、テーブルソー、集塵機などが特価で販売されています。今日はラグナの14インチのバンドソーにスポットを当ててみたいと思います。小生は現在LT14
SEというモデルを使用しています。LT14 SELとの違いは台が一体型であるかどうかだけの差です。新型のLT14 3000 Seriesは、最大挽き割り高さが355mmになっているのが、大きな特徴です。ブレードガイドは、新しい設計の一体型になっています。LT14 SEでは知らないうちにセラミックガイドが外れてなくなっていることがありました。交換用のセラミックガイドが売られていますが、これが$99と高いので困ります。3000
Seriesではこの問題は改善されたようです。また上部ブレードガイドがラックアンドピニオン式のギアを使用しています。この3000 Seriesは値段が従来品よりさがっており、アメリカでは$1,295になっています。この3000
Seriesの上位モデルとしてLT14 SUVがあります。モーターが2馬力から3馬力になっており、テーブルのティルト機構にもラックアンドピニオンギアを使っています。また足ブレーキが付いています。下側のホイールに鉄の輪を取り付け、それをブレーキパッドで押す構造です。電源を切ってから回り続けるブレードで手を切ることがあるので、このブレーキは大変有効です。足ブレーキを踏むとマイクロスイッチでモーターへの電源を切り、その後ブレーキパッドで機械的に回転を止めると言う仕組みです。残念ながらこのSUVはリブロスで販売していません。これが販売されれば、今のLT14SEから買い替えたいと考えています。ちなみにLT14
3000 Seriesの値段は143,000円で特価販売されています。限定3台ということなので、欲しい方は急いだ方が良いでしょう。 |
 |
 |
 |
|
|
| 2009年9月2日(水) |
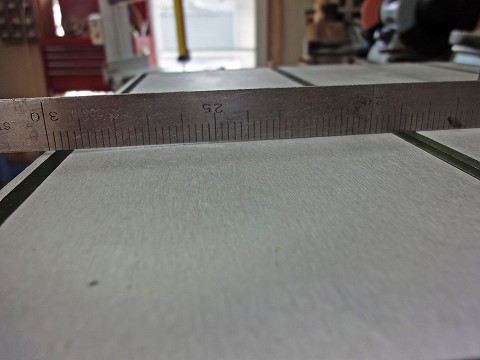
| スコヤ |
| スコヤは英語のスクエアーがなまってこう呼ばれるようになったそうです。直角を確認する定規です。目盛の入っていない焼き入れしてある物は狂いが少ないのですが、高価になります。その高価なJIS1級のスコヤをジョイフル本田/千葉ニュータウン店で買ってきました。ついでに最近切れなくなってきたスライド丸のこの刃も買ってきました。スライド丸のこの刃は、奇麗な切り口を望むなら刃の山数が多い方が良いと言う。購入時に付いて来たものは72山でしたので、それ以上を探しましたが、72山しか売っていません。さびしいのは54山と72山の2種類しか売っていなかったことです。メーカーも1社なので選びようがありません。スライド丸のこの刃は、インターネットで買った方がはるかに品揃えが多く希望の物が買えそうです。帰宅して早速スコヤでバンドソーのブレードを確認しました。直角に調整したつもりが少し傾いていました。スライド丸のこも刃を交換してブレードの角度をチェックすると少しずれています。修正して一安心です。 |
 |
 |
|
|
| 2009年9月1日(火) |
| 寄木の壺の製作(完成) |
| 最後の仕上げは塗装です。光沢の出るウレタンを旋盤の上で塗ります。回転数を数十RPMにして塗料が1箇所にたまらないようにします。回転させることで均一に塗装しようということです。回転させないで塗った場合、小生の場合あまり上手く塗ることが出来ないので、旋盤の上でやっています。この様な低速で回すと、モーターが悲鳴を上げるので、プーリーの位置を1:1から1:3に貼り替えて、モーターの回転数は3倍に上げています。この方がモーターの回転数の微調整もやりやすくなります。塗装が終わるとチャックを主軸から取り外しテイルストックに取り付けます。真空チャックで壺の上側を固定し、チャックを外します。芯押し台で押しながら、壺の底を仕上げます。最後は真空チャックなので、芯押し台を外して仕上げてからサンドペーパーをかけます。ここで飛ばしてしまうと今までの苦労が水の泡になるので、ガムテープを貼り付けます。底の塗装をして完了です。 |
 |
 |
 |
|
|