2010.10.09
このVicmarcのバランシングシステムは、大きく芯のずれたワークとか、多軸ターニングの時に持ち出して使っていますが、それなりの効果はあります。しかし取り付けて位置調整など余分な時間がかかるので、それ程よい製品ではないと思います。低速で時間をかけて挽くという方法もあります。







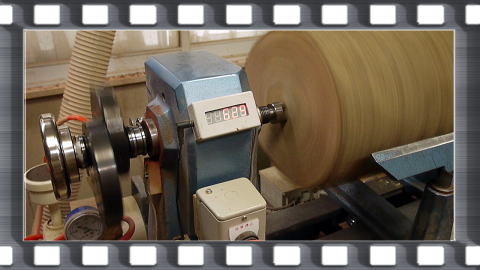
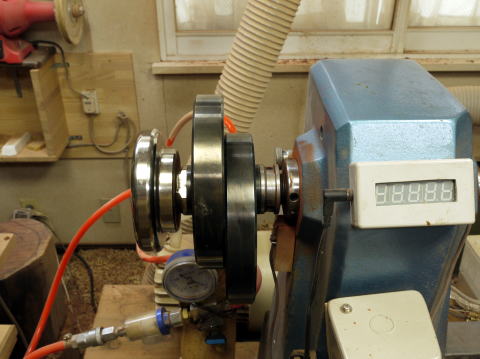
バランスを取ったあと回してみると600RPM以上で回しても振動が出ませんでした。


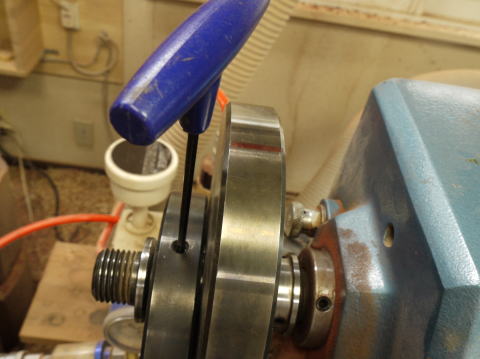

バランシングシステムを取り付けたら、ハンドホイールを取り付けます。バランシングシステムの2枚の鉄の板は180度開くと、中心に重心が来ます。ぴったり180度にするためには、ねじの反対側にマジックインキで印を付けました。
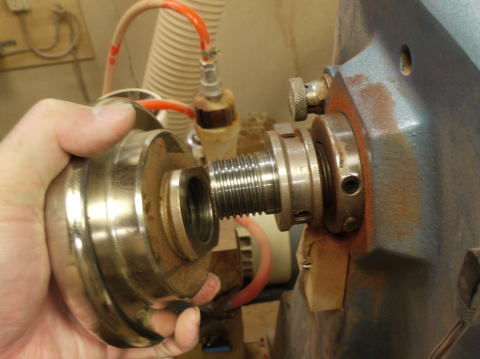
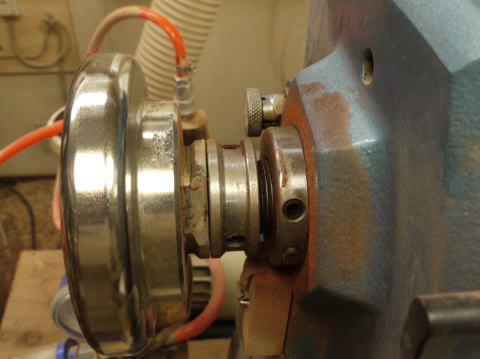
まずVL300のハンドホイールを取り外します。反時計方向に回すだけで取り外すことが出来ます。取り外したあとにバランシングシステムを取り付けます。
回転を600RPM以上に出来ると比較的早く挽くことが出来ます。ラフィングガウジを使って丸くしました。
Vicmarcのバランシングシステムは、芯のずれたワークを回す時回転数を上げられないという問題を解決するものです。丸太のラフィングなど芯が出ていないと回転数は200〜300RPM程度にしないと振動がひどくなります。しかしこのバランシングシステムを取り付けると、回転数をもっと上げることが出来ます。2枚の丸い鉄の板の取り付け角度を変えることで、重心位置が真ん中に来るように調整することが出来ます。
あまり良い製品ではないと書きましたが、Keltonからも同様のバランサーが発売されています。
こちらはハンドホイール側ではなく主軸側に取り付けます。ワークの芯が大きくずれていた場合は、バランスが取れないように思います。Vicmarcの方が調整範囲が広いと思います。




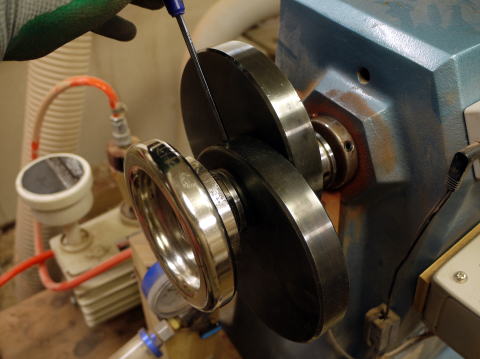
バランシングシステムを180度開いた状態で、丸太を取り付けました。芯がずれているので、重い方が下になるよう回転します。この状態で鉄の板のねじを緩めて、上側に来るようにします。大きく芯がずれていた場合は2枚の板を重ねて上側に持っていきます。この状態で丸太を45度ぐらい回転させてみて、その場で止まればバランスしたことになります。芯がずれていると重いところが下に来るように回転するので、鉄の板の位置を調整します。