
2010.4.17
鍛造で作られたヘンリーテイラーのラフィングガウジです。↓
ガウジの製造工程を御存じでしょうか?ウッドターニングで使われる鋼材はM2とか2060、A11などと呼ばれるHSS鋼が使われています。まず焼き入れと温度処理の前の丸棒をフライス盤を使って、ガウジの溝を掘ります。スピンドルガウジでは溝は浅くなりますが、ボウルガウジでは溝は深くなります。フライス盤などの工作機械が発達していないころは、平らな板から、鍛造で丸く曲げていました。現在でもラフィングガウジなど大きい物は、鍛造で作られています。熱く熱した鉄板をハンマーで叩いて形を作って行くわけです。
話をフライス盤で削ったガウジに戻すと、その溝が出来たガウジに焼き入れをして、温度処理などをやると完成します。その後刃先をグラインダーで砥いで、ハンドルを付ければ完成品になります。
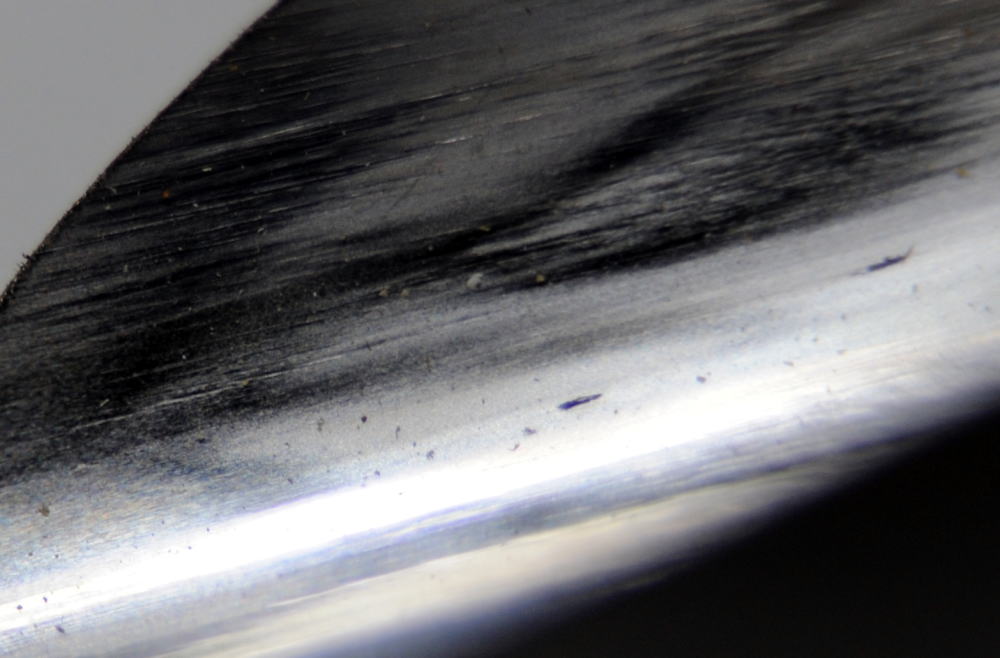
下のホーニング前後の写真を比較して下さい。ホーニングで溝の底の方は平らになっているのが分かって頂けるでしょうか?溝の左右にはMDFのホイールの形が悪く十分にホーニングが出来ていません。従って切削跡が残っています。MDFのホイールの形を作り直すと左右もホーニングが出来るようになると思います。


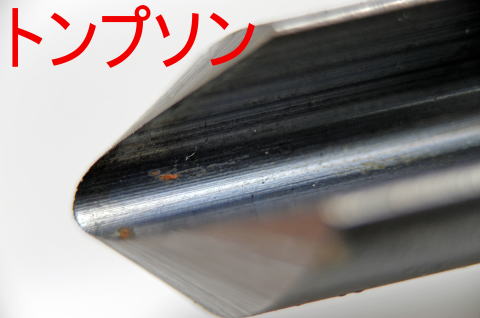


←小生所有のハムレットとトンプソンのボウルガウジです。トンプソンの方は良く使うのでかなり短くなってしまいました。これらのボウルガウジの溝を観察してみました。残念ながら溝の面は平らではありませんでした。マクロ撮影で十分わかるぐらいの、切削跡が残っています。恥ずかしながら手入れが悪いのか錆が出ています。
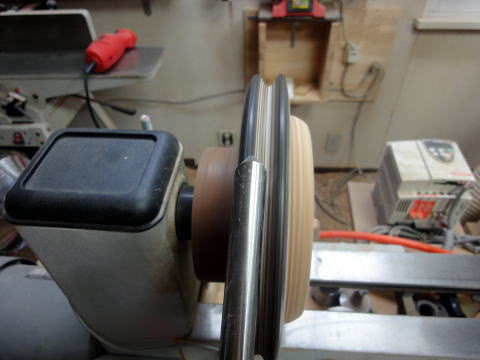
MDFの板を旋盤に取り付けて、丸くしガウジの溝に合うように出っ張りを作りました。それにホーニングのコンパウンドを塗ってガウジの溝のホーニングをします。旋盤はもちろん逆転させています。
フライス盤で削った後は、さぞかし奇麗に仕上がっていると思いますが、そうではありません。ミリングマーク(切削跡)が残っています。これがガウジの刃先のシャープさを阻害します。片側を砥いでも反対側が凸凹なので、良く切れる刃先にはなりません。
ホーニング後↓

